营销中心:
地址:长沙市雨花区万家丽中路喜盈门范城A座2114-2115室
生产基地:
地址:湖南省娄底市双峰县三塘铺镇朝枫工业区
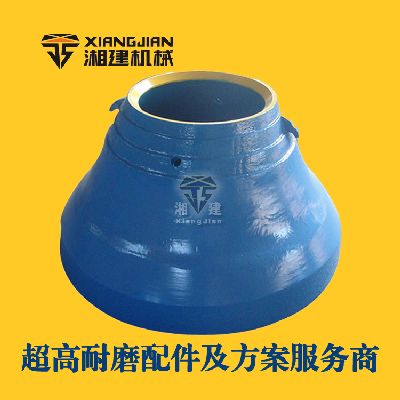
圆锥破碎机主配件即轧臼壁和破碎壁,具有提升研磨介质、研磨矿石、保护磨筒体的作用。在选择圆锥破轧臼壁时,用户必须考虑产量、功耗与耐磨性三个因素,一般按最大给料尺寸、粒度的变化、给料粒度的分布、物料的硬度、物料的耐磨性等原则进行选择,轧臼壁越长功耗越高,硬物料选短衬板,软物料选长衬板,在物料的分布上,细物料选短衬板,粗物料选长衬板。
如何更换圆锥破碎机配件
当圆锥破碎机的轧臼壁厚度磨损三分之二,或磨漏、破裂,或者排矿口增大到不能调整时,就需要更换轧臼壁,可根据磨损、破裂情况决定不同的更换范围:①机架和破碎圆锥衬板同时全部更换;②只更换机架或破碎圆锥其中之一全部衬板;③只更换机架,破碎圆锥下部衬板;④只更换机架或破碎圆锥其中之一的下部衬板;⑤只做局部更换。更换机架衬板时,如旧衬板取不下来时,可用气焊切割,并将机架内表面清理干净。
装上轧臼壁后,要检查它们的中心是否正确;如中心不对,在运转时将会产生碰撞,产品粒度不均匀,以至引起机内摩擦件发热等故障。当动锥和定锥衬板厚度磨损达到65-80%或局部磨损凹陷变形及破裂时,则应更换。在浇铸锌合金之前,应将各处缝隙用粘土或石棉堵塞严密,以防锌合金外流;浇铸时在合金接触的表面上,不允许潮湿,否则会引起爆炸。因此,浇铸前要先进行预热、烘干或者为了缩短时间﹙不预热﹚,采用在接触表面上涂一层机械油的办法,然后利用专用工具进行浇铸;浇铸后,将衬板的紧固螺栓再扭紧一遍。
轧臼壁背面新浇铸的混凝土,是用500~600号水泥和砂子,比例是按重量比l:3混合。浇铸之前,衬板要打磨干净,使混凝土和它牢固结合起来。混凝土浇铸完之后,必须修整,使衬板背面的筋面与机架紧贴,并且一定要等混凝土充分养生和干了之后方能投入使用,否则影响使用寿命。
如何更换圆锥破碎机配件
更换破碎圆锥轧臼壁:当锥体下部衬板装上后,利用锥体下部的调整圈,使下部衬板与锥体之间保持l.0~2.0mm的间隙。最上面的衬板装上后,应先将压紧螺母装上,然后再浇铸锌合金。浇铸前,锥体与衬板先预热60~80℃,衬板各接头的缝隙要用石棉及黏土塞住,以免锌合金漏出。轧臼壁浇完合金后,装上压紧螺母和锁紧板,使之紧紧固定。
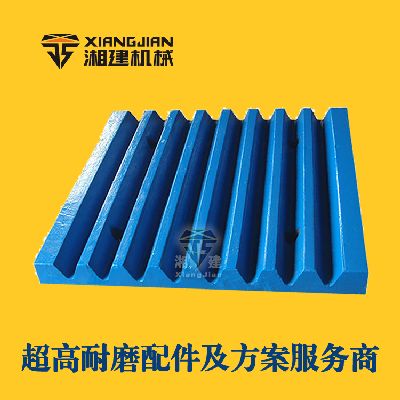
我们知道,轧臼壁,破碎壁需要承受较大的冲击力。而分析高锰钢,在未硬化时耐磨性是极其有限的,其在剧烈冲击下表面迅速硬化而呈现出优良的抗磨性。如果表面不能充分硬化,则耐磨性能不能发挥,而圆锥破碎机破碎物料时,往往要承受巨大的冲击力,能够很好的发挥高锰钢的性能。韧性与耐磨性达到了一个很好的平衡。能够更好的保证轧臼壁,破碎壁的使用寿命。而且发展至今,高锰钢生产加工技术已经相当成熟,因此,高锰钢是目前市场上加工轧臼壁,破碎壁的最佳材质。轧臼壁质量哪家强,选择湖南湘建绝对强。
Copyright © 2002-2020 湘建机械 版权所有 营销中心地址:湖南省长沙市雨花区万坤图商业广场 工信部备案:湘ICP备16017421号 网站地图
技术支持:璟善网络